DOSSIĘ P.E.T.
Breve Resumo sobre esta Versátil Resina
Veja um guia completo sobre essa resina na ediçăo de Junho 2000 da revista Plástico Industrial, pág. 48-61
Antonio Augusto Gorni
Editor Técnico, Revista Plástico Industrial
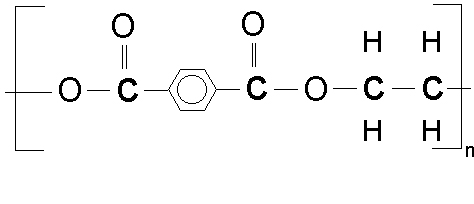
- P.E.T. - POLI(TEREFTALATO DE ETILENO)
. Introduçăo
- Plástico da família do poliéster.
- Mero: ácido tereftálico ou tereftalato de dimetila e glicol etilęnico.
- Principais propriedades:
- Boa resistęncia mecânica térmica e química;
- Boas propriedades de barreira: absorçăo de oxigęnio é de 10 a 20 vezes menor que nos plásticos “commodities”;
- Fácil reciclabilidade.
- Produçăo brasileira em 1998: 143.000 t.
- Trata-se de um polímero de engenharia que, graças ao contínuo aperfeiçoamento de seu processo de fabricaçăo e ŕ
enorme aceitaçăo na fabricaçăo de garrafas de refrigerante, acabou mudando de status: passou de plástico de
engenharia para commodity.
- Aplicaçőes:
- Como garrafas para bebidas carbonatadas, óleos vegetais, produtos de limpeza, etc.;
- Na forma de fibras, sob marcas Tergal ® (ICI) ou Dracon ® (Du Pont), apresentam excelente
resistęncia mecânica e ao amassamento, bem como lavagem e secagem rápida;
- Na forma de películas transparentes e altamente resistentes, sob marca Mylar ®, mas algo caras. Săo usadas em
aplicaçőes nobres: isolamento de capacitores, películas cinematográficas, fitas magnéticas, filmes e placas para radiografia;
- Resina para moldagem com reforço de 30% de fibra de vidro, sob marca Rynite ® (Du Pont), usada na
fabricaçăo de carcaças de bombas, carburadores, componentes elétricos de carros, etc.
- CARACTERÍSTICAS
As macromoléculas de PET puro (o chamado homopolímero) constituem-se de repetiçőes da molécula mais simples (mero) de
tereftalato de etileno. Nos polímeros comerciais, 130 a 155 repetiçőes desse mero constituem a
macromolécula típica de PET.
O PET homopolímero cristaliza-se com facilidade, prejudicando a transparęncia do polímero. Para se evitar esse problema as
condiçőes de processamento tęm de ser muito precisas, o que atrapalha a vida do transformador. Por isso, o PET
homopolímero năo é muito usado. Prefere-se usar copolímeros de PET, os quais se cristalizam mais lentamente,
facilitando as condiçőes de transformaçăo para se obter um produto com boa transparęncia.
As macromoléculas dos copolímeros de PET contém outros meros além do tereftalato de etileno. Ou seja: no homopolímero a
macromolécula é constituída pela repetiçăo de um só mero (molécula simples), como se fosse um trem constituído de vagőes
idęnticos. Já no copolímero a macromolécula é constituída pela repetiçăo de mais de um mero, como se fosse um trem
constituído por mais de um tipo de vagăo.
Alguns copolímeros de PET apresentam macromoléculas formadas pela repetiçăo de dois meros:
- ciclohexanodimetanol e ácido tereftálico;
- etilenoglicol e ácido isoftálico.
Eles estăo distribuídos aleatóriamente ao longo da macromolécula, dificultando a cristalizaçăo do polímero e favorecendo sua
transparęncia. Este tipo de copolímero é especialmente adequado para moldagem por injeçăo sob curtos tempos de ciclo,
como peças em geral, pré-formas, garrafas com paredes espessas.
Outro copolímero, PETG, inclui um glicol modificado em suas macromoléculas. Ele é amorfo (năo-cristalino),
quimicamente resistente e altamente transparente. Seu processamento é fácil. Normalmente ele é produzido na forma de chapas
ou filmes extrudados, podendo ser termoformados, serrados, furados e estampados. A moldagem por injeçăo e extrusăo mais
sopro também săo viáveis.
Produçăo de garrafas e frascos por extrusăo de parison mai sopro necessitam de resinas de PET com maior resistęncia
mecânica do fundido (maior tempo de escoamento, ou seja, maior melt flow index).
A produçăo de filmes e fitas de PET se faz através de extrusăo utilizando-se matrizes com fendas; o extrudado passa entăo por
rolos que lhe confere o formato final. Já a produçăo de fibras é feita através da extrusăo do polímero fundido, sendo obtidos
filamentos muito finos através de sua passagem por matrizes especiais (spinnerets). Esses filamentos săo estirados,
torcidos, enredados e plissados para se formar a fibra.
Algumas designaçőes para o PET:
- OPET: PET orientado, ou seja, que foi estirado antes do sopro da garrafa. O estiramento promove
maior grau de cristalizaçăo do polímero, aumentando sua resistęncia mecânica e propriedades de barreira.
- APET: PET amorfo, ou seja, sem orientaçăo e de baixa cristalinidade. É menos resistente mecanicamente e
apresenta propriedades de barreira um pouco inferiores aos do OPET, muito embora sejam satisfatórias para muitas
aplicaçőes. Por sua vez, apresenta alto brilho e transparęncia. Uma vez que pode ser selado a quente, muitas vezes é usado
para a produçăo de bandejas termoformadas para alimentos.
- CPET: PET cristalino, que contém aditivos como iniciadores e nucleadores de cristalitos. Como o nome já
diz, apresenta alto grau de cristalinidade; é opaco. Serve para a produçăo de bandejas para alimentos termicamente estáveis,
inertes, leves e reaquecíveis. Pode ir do freezer ao forno sem sofrer perda de propriedades.
- EQUIPAMENTOS:
O PET é higroscópico, ou seja, absorve umidade: 0,03%. Normalmente a resina tem de ser seca antes
de ser transformada, devendo conter năo mais do que 0,01% de água. Logo, secadoras devem ser um equipamento de grande
demanda nos transformadores de PET.
Há diversos fabricantes de sopradoras para garrafas e outras peças vazadas: Aoki, Sidel do Brasil, Krupp Korpoplast, Krones,
Bekum e Nissei ABS, entre outras.
As sopradoras podem ser de dois tipos:
- Um estágio (ciclo quente): a mesma máquina injeta a pré-forma, que é soprada em seguida.
- Dois estágios (ciclo frio): a pré-forma é produzida numa injetora e soprada em outra máquina (sopradora).
Destaque: algumas máquinas da Aoki dispensam a desumidificaçăo prévia da resina antes da moldagem da pré-forma
por injeçăo, pois um sistema de degasagem acoplado ao canhăo da injetora extrai todos os gases da resina fundida.
Segundo a Aoki, este sistema permite ainda a adiçăo de PET reciclado ŕ resina virgem.
Embora a rota clássica para produçăo de garrafas seja através do sopro de pré-formas injetadas, elas também podem ser
produzidas a partir da extrusăo de parison seguido de sopro posterior.
Diversos tipos de autopeças săo feitos através da moldagem por injeçăo de PET. Neste caso, ele é usado como plástico de
engenharia, em funçăo de suas propriedades mecânicas excepcionais. Geralmente eles contém agentes de reforço
(por exemplo, fibras de vidro).
Filmes de PET também săo produzidos por extrusăo, usando-se matriz com formato de fenda. Mas, certamente, o número de
transformadores que fazem esses produtos deve ser significativamente menor que os produtores de garrafas.
As injetoras e extrusoras para PET devem ter sistemas de aquecimento suficientemente potentes para fundir a resina
(250-260oC). O formato da rosca deve ser apropriado para a resina, em termos da evoluçăo de seu diâmetro e
do passo da rosca ao longo do seu comprimento.
Esta resina, na sua versăo amorfa (APET) ou de alta cristalinidade (CPET), é muito utilizada
na fabricaçăo de bandejas termoformadas para alimentos. Espumas de PET também podem ser consideradas para esta
aplicaçăo, em funçăo de seu baixo peso e alta resistęncia térmica.
A produçăo de fibras deve ser restrita a poucos fabricantes, em funçăo da complexidade do equipamento.
- ADITIVOS:
O PET normalmente năo necessita de adiçőes de plastificantes ou outros aditivos para seu processamento. Mesmo
nos casos onde ocorre o uso de aditivos, a formulaçăo é feita pelo próprio produtor da resina e năo pelo transformador, que já compra o produto pronto.
Contudo, há diversas versőes com propriedades especiais que podem conter:
- reforço com fibra de vidro;
- idem, mais modificadores de impacto para tornar a resina mais tenaz;
- idem, mais aditivos anti-chama;
- idem, mais mica;
- idem, mais resina reciclada;
- reforço com fibras longas de vidro;
- aditivos condutores de eletricidade (para que a resina barre radiaçőes eletromagnéticas) mais fibras de
carbono para reforço;
Ver também normas ASTM D3220 e D4507.
Outros agentes de reforço normalmente usados nas resinas de PET săo fibras de aramida, esferas de vidro, carbonato de cálcio (por ex., em fitas magnéticas de PET, pois melhora o coeficiente de fricçăo da fita),
asbestos e wollastonita.
Os graus com agentes de reforço (fibras de vidro e carbono, mica) normalmente săo direcionados para peças moldadas por injeçăo de alto desempenho. Note-se que estas cargas afetam negativamente a transparęncia do plástico.
Componentes de PET para uso externo devem conter aditivos anti-raios ultravioleta. Por exemplo, absorvedores de ultravioleta do tipo benzotriazola, pois afetam muito pouco a cor do plástico, que passa a ter grande estabilidade.
A versăo de alto grau de cristalinidade (CPET) contém aditivos para promover a formaçăo de cristalitos na resina (iniciadores, agentes nucleantes).
O PET também pode ser usado na forma expandida, requerendo neste caso a adiçăo de agentes de expansăo.
Obviamente, corantes e pigmentos săo utilizados para colorir as resinas. No caso de filmes, podem ser usados aditivos para controlar a rugosidade superficial e, conseqüentemente, o coeficiente de atrito da superfície do filme. Outros aditivos podem ser usados para controlar o grau de transparęncia e de reflexăo superficial.
- REFERĘNCIAS BIBLIOGRÁFICAS
- MICHAELI, W. e outros. Tecnologia dos Plásticos. Editora Edgard Blücher Ltda., Săo Paulo, 1995. Introduçăo e Liçăo
1, p. 1 a 13.
- ANON. Curso Básico Intensivo de Plásticos. Jornal de Plásticos, Niterói, 1997. 4.9.1. Poli(tereftalato de etileno)
- STRONG, A.B. Plastics – Materials and Processing, Prentice Hall, Columbus, 1996. Thermoplastic Materials, p. 153-174.
- RODRIGUEZ, F. Principles of Polymer Systems, Taylor & Francis, Washington, 1996. Introduction, p. 14-19.
- KAPLAN, A. Modern Plastics Encyclopedia '99, McGraw-Hill Book Company, Highstown, November 1998.

Retornar para o Menu sobre Plásticos e Polímeros.
 |
Última Atualizaçăo: 10.09.2003 | |
| © Antonio Augusto Gorni | |